Gaminant įvairius gaminius, pavyzdžiui, nenatūralaus akmens, reikalingos matricos, tai yra formelės kietėjančiai kompozicijai išpilti. Dažniausiai jos gaminamos iš poliuretano arba silikono. Kokybiškas dirbtinis akmuo nei grožiu, nei stiprumu nenusileidžia natūraliam akmeniui. Didelė natūralaus produkto kaina ir populiarumas davė impulsą imitacijos gamybai.
Poliuretano naudojimas formų gamybai yra sėkmingiausias ir kartu ekonomiškas sprendimas. Poliuretano forma pasižymi padidintu stiprumu, elastingumu ir ilgaamžiškumu, sėkmingai atlaiko išorinės aplinkos poveikį. Formos puikiai toleruoja sąlytį su abrazyviniu paviršiumi.
Poliuretano savybės ir privalumai
Poliuretano forma leidžia lengvai pašalinti sukietėjusią plytelę, nesulaužant ir neišlaikant jos tekstūros. Dėl šios medžiagos plastiškumo sutaupomas laikas ir išlaidos dekoratyvinio akmens gamybai. Poliuretanas leidžia maksimaliai tiksliai perteikti visas akmens reljefo ypatybes, mažiausius įtrūkimus ir grafinį paviršių. Dėl šio panašumo kuo sunkiau vizualiai atskirti dirbtinį akmenį nuo natūralaus.
Tokios kokybės matricos leidžia dekoratyvinių plytelių gamybai naudoti kombinuotas žaliavas - gipsą, cementą ar betoną. Formos iš šios medžiagos gaminamos įvairiais variantais, o tai leidžia sukurti didelį dirbtinio akmens asortimentą su ryškiu natūralaus paviršiaus įspaudu, dekoratyvines plytas su absoliučiu sendintos medžiagos vizualinių efektų pakartojimu.
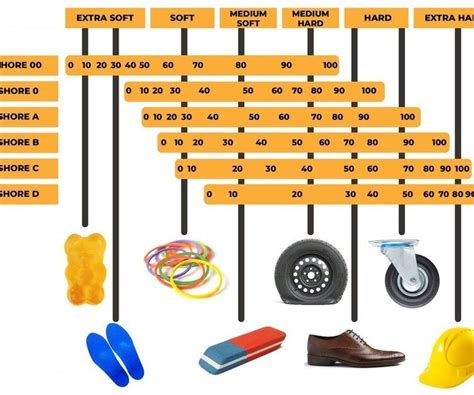
Poliuretanas gali keisti savo parametrus priklausomai nuo užpildo, dažiklio ir kitų priedų. Galite sukurti medžiagą, kuri savo parametrais gali pakeisti gumą - ji turės tokį patį plastiškumą ir lankstumą. Yra rūšių, kurios po mechaninės deformacijos gali grįžti į pradinę formą.
Poliuretano mišinio sudėtis ir paruošimas
Poliuretano mišinys susideda iš dviejų tipų skiedinių. Sumaišius du junginius, gaunama vienalytė, tekanti masė, kuri stingsta kambario temperatūroje. Vidaus gamintojai siūlo klases SKU-PFL-100, NITs-PU 5 ir tt Savo technologijose jie naudoja Rusijoje pagamintus poliesterius, kurie savo kokybe nėra prastesni už užsienio analogus, tačiau kai kuriais atžvilgiais juos pranoksta. Dviejų komponentų poliuretanas reikalauja tam tikrų priedų, kad pakeistų žaliavų kokybę.
Populiariausias būdas - atšaldyto liejimo būdas. Tam nereikia specialių profesinių įgūdžių ir brangios įrangos. Visas technologinis procesas gali būti pritaikytas namuose arba mažame versle. Atšaldytas liejimas naudojamas gatavų gatavų gaminių gamyboje ir siūlių bei paviršių dekoravimui. Šaltam liejimui naudojamas įpurškiamasis poliuretanas, kuris yra skysto tipo šalto kietėjimo plastikai.
Gaminant polimerų mišinių liejimo formas, naudojamas kitas tipas, pavyzdžiui, ADV KhP 40. Polimeras buvo sukurtas būtent šiam tikslui - jis gali tapti pagrindu kitų tipų polimerų kompozicijoms. Jis naudojamas silikono ir plastiko gaminių liejimui. Jei reikia padaryti dideles formas masyviems gaminiams, tokiems kaip skulptūros, statybiniai blokai, didelių dydžių architektūriniai papuošalai, naudokite šalto liejimo mišinį „Advaform“ 70 ir „Advaform“ 80.
Formų gamybos procesas
Paruošimo būdas. Akmens plytelės klojamos ant MDF arba faneros lakšto, montuojamos griežtai horizontaliai. Tarp kiekvienos plytelės paliekamas 1-1,5 cm tarpas, formos kraštai ir centrinė skiriamoji dalis turi būti storesni, ne mažiau 3 cm. Pasirinkus tinkamiausią vietą prototipams, kiekviena plytelė turi būti priklijuota prie pagrindo naudojant silikoną. Po to būtina padaryti klojinius. Jo aukštis turėtų būti keliais centimetrais didesnis nei akmens plytelės. Klojinys prie pagrindo tvirtinamas savisriegiais varžtais, o jungtys sandarinamos silikonu, kad nepratekėtų skystas poliuretanas. Paviršius eksponuojamas ir patikrinamas lygiu. Silikonui sukietėjus, reikalingas tepimas - visi paviršiai iš vidaus padengiami separatoriumi, po kristalizacijos susidaro ploniausia plėvelė.
Dviejų komponentų liejimo poliuretanas sumaišomas lygiomis dalimis, pasveriant kiekvieną komponentą. Gautas mišinys maišytuvu atsargiai išmaišomas iki vientisos masės iš anksto paruoštame inde ir supilamas į klojinį. Technologija reikalauja vakuuminio apdorojimo, tačiau namuose mažai kas gali sau leisti, todėl meistrai prisitaikė apsieiti be jo. Be to, akmens paviršius turi sudėtingą reljefą, o nedidelis burbuliukų išsisklaidymas liks nematomas. Teisingiausia gautą masę pilti į klojinio kampą - pasklidusi ji tankiai užpildys visas tuštumas ir kartu išspaus orą. Po to poliuretanas paliekamas parai, per kurią masė sukietėja ir virsta baigta forma. Tada klojinys išardomas, jei reikia, peiliu supjaustomas poliuretanu arba silikonu ir atskiriama forma nuo prototipo. Gerai klijuotos plytelės turi likti ant pagrindo paviršiaus. Paruoštai formai suteikiama laiko išdžiūti, nes viduje ji bus šiek tiek drėgna - ją reikia nuvalyti ir palikti porą valandų.

Poliuretano panaudojimas ir apribojimai
Renkantis lietinį poliuretaną, būtina atsiminti: maksimali temperatūra, kurią jis gali atlaikyti, yra 110 °C. Jis naudojamas dervoms ir žemo lydymosi metalams. Tačiau dėl jo stiprumo ir atsparumo dilimui jis yra būtinas dirbant su gipsu, cementu, betonu, alebastru.
UAB "Topplastas" apibūdina žaliavas ir medžiagas, naudojamas stiklo plastiko gamyboje. Tai - poliesterinės ir epoksidinės dervos, naudojamos vandens, oro ir auto transporte, statybose, įvairių prekių, skulptūrų gamyboje. Anglies pluoštai ir audiniai...
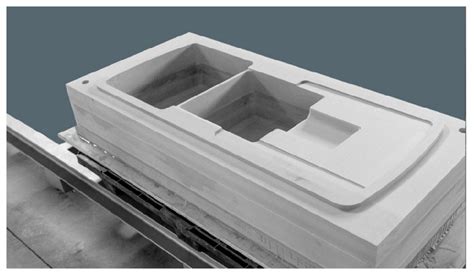
Gaminame įvairias aukštos kokybės formas skirtas tiek vienetinei tiek serijinei stiklo plastiko detalių gamybai. Formos serijinei gamybai gaminamos iš: poliesterinių, epoksidinių dervų, aliuminio. Vienetinei gamybai reikalingos formos gali būti 3D frezavimo staklėmis išfrezuotos iš: didelio tankio poliuretano putos, MDF plokštės. Gaminame visiems gamybos būdams skirtas formas: rankinio formavimo, vakuuminio formavimo, dervos įpurškimo į uždarą formą (RTM).
polyurethane foam molding
Rankinis formavimas / laminavimas. Rankinis medžiagos išklojimas į atvirą gaminio formą naudojamas gaminant įvairaus dydžio gaminius, kurių plotas yra 150m2 ir daugiau. Dirbant šia technologija tik viena gaminio pusė turės lygų paviršių, kuris atkartoja... Vakuminio formavimo/laminavimo (įtraukimo) metodas. Tai formavimo technologija, kai vakuumas panaudojamas armuojančių medžiagų impregnavimui. Ši technologija leidžia dirbti ir su mažais (iki 1m2), ir didelius gabaritus turinčiais gaminiais, pvz. jachtų... Uždaro formavimo metodas (RTM). Tai technologija, panaši į vakuminį laminavimą, tik gaminys gaminamas tarp dviejų formų, todėl ši technologija vadinama uždara. Yra keletas šio metodo būdų: panaudojant vakuminio įsiurbimo arba dervos padavimo spaudimu...
Formos, iš kurių bus gaminami prototipai, plačiąja prasme skirstomos į kietas ir elastingas. Kietas formas pagaminti yra sąlyginai pigu, tačiau reikia įdėti daugiau darbo ir pastangų. Elastingą formą pasidaryti yra žymiai lengviau ir paprasčiau, tačiau...
tags: #poliuretaninis #kompaundas #formu #gamybai